











- Environmental Protection
- High Quality Configuration
- Professional Design
- Reliable Operation
- High Air Tightness
- High Pressure
- High Energy Saving Efficiency
- Large Operating Range
- Customize
- Independent R&D Technology with Patents
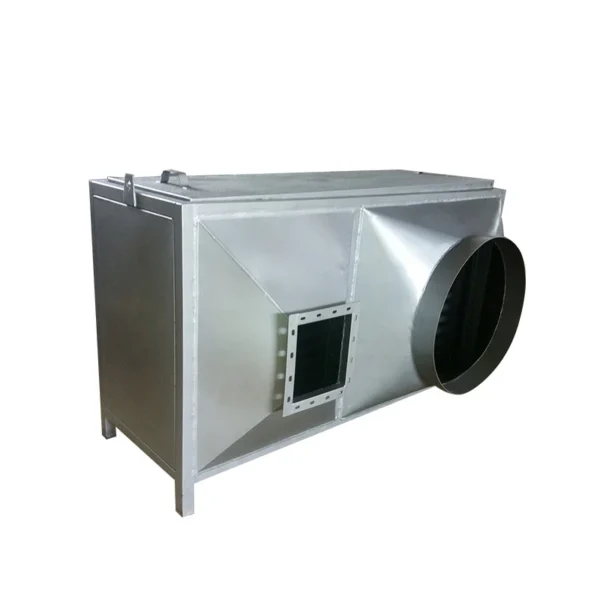
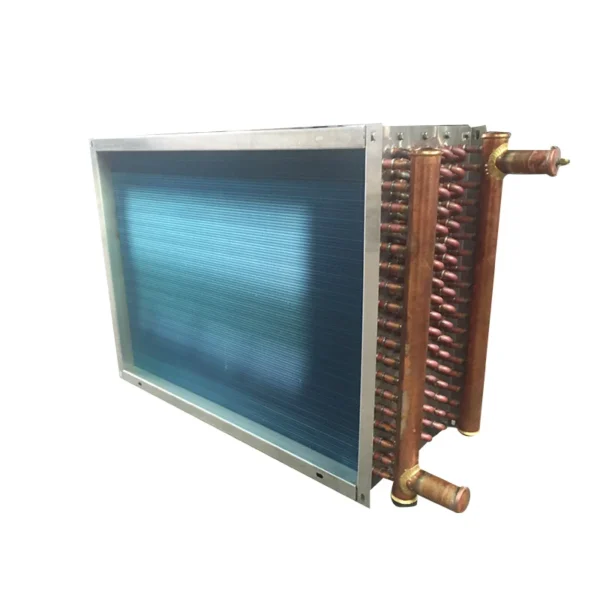
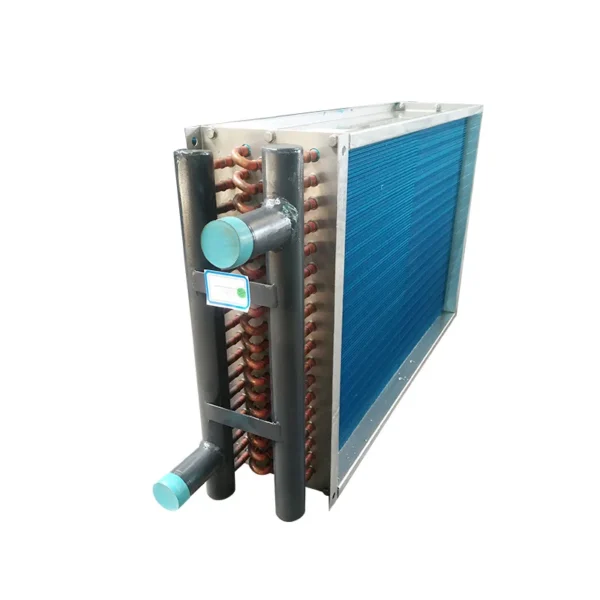
Finned Tube Heat Exchangers are widely applied in air handling, heat recovery, and industrial thermal systems, including:
- Air conditioning and fresh air ventilation systems
- Data centers and communication base stations
- Industrial plants and machinery systems
- Wind power and renewable energy facilities
- Electronics and precision manufacturing industries
- Food processing and packaging industries
- Chemical industries
- Environmental protection and energy-saving systems
Product Highlights:
- High thermal efficiency
- Optimized airflow design with low pressure drop
- Durable and corrosion-resistant materials
- Strong, rigid structural construction
- Customizable configuration
- Low maintenance and long service life